固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
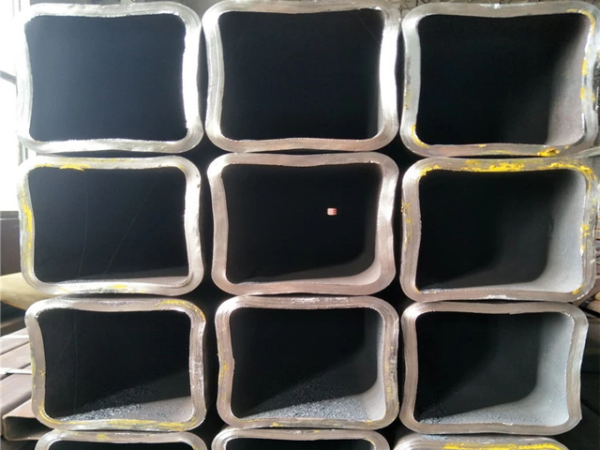
大口徑矩形管能否折彎,這是一個涉及到材料力學、金屬加工技術和實際工程應用的問題。以下將詳細探討大口徑矩形管的折彎可能性,包括其技術原理、方法、影響因素以及實際應用的考量。
一、技術原理與方法
大口徑矩形管的折彎主要依賴于金屬材料的塑性變形能力。在受到外力作用時,金屬材料能夠發生塑性變形而不破裂,這是實現折彎的基礎。常見的矩形管折彎方法包括冷彎和熱彎兩種。
冷彎:冷彎是指在常溫下進行折彎加工。對于大口徑矩形管來說,冷彎可以采用機械彎曲或液壓彎曲等方法。機械彎曲通常使用折彎機,通過調整模具和參數,使矩形管在機械力的作用下發生塑性變形。液壓彎曲則是利用液體的壓力使矩形管在模具中發生變形。
熱彎:熱彎是在加熱條件下進行折彎加工。對于某些材質較硬或口徑較大的矩形管,采用熱彎方法可以降低材料的變形抗力,使折彎更加容易。熱彎過程中需要控制加熱溫度、加熱速度和冷卻速度等參數,以確保折彎質量和材料性能。

二、影響因素
大口徑矩形管的折彎受到多種因素的影響,主要包括以下幾個方面:
材質:不同材質的矩形管具有不同的塑性變形能力和抗彎強度。在選擇折彎方法時,需要考慮材料的力學性能和加工性能。
口徑與壁厚:大口徑矩形管的口徑和壁厚對折彎難度和折彎質量有很大影響。一般來說,口徑越大、壁厚越厚的矩形管折彎難度越大,需要更大的折彎力和更精確的模具設計。
折彎角度和半徑:折彎角度和半徑是影響折彎質量的關鍵因素。折彎角度過小或半徑過小容易導致材料破裂或變形不均勻;折彎角度過大或半徑過大則可能使折彎后的矩形管尺寸不符合要求。
加工設備和工藝:加工設備和工藝的選擇對折彎質量和效率有重要影響。先進的設備和工藝可以提高折彎精度和效率,降低生產成本和廢品率。
三、實際應用的考量
在實際工程中,大口徑矩形管的折彎需要綜合考慮多種因素。以下是一些建議:
根據具體工程需求選擇合適的矩形管材質、口徑和壁厚。
根據材料性能和工程要求選擇合適的折彎方法和工藝參數。
在折彎前對矩形管進行必要的預處理,如去除油污、銹跡等,以提高折彎質量。
在折彎過程中嚴格控制加熱溫度、加熱速度和冷卻速度等參數,以確保材料性能和折彎質量。
對折彎后的矩形管進行必要的檢驗和測試,如尺寸檢查、強度測試等,以確保其符合工程要求。
總之,大口徑矩形管的折彎是一個復雜而精細的過程,需要綜合考慮多種因素。通過選擇合適的材質、口徑、壁厚和折彎方法以及嚴格控制加工過程和質量檢驗等措施可以實現高質量的大口徑矩形管折彎加工。
上一條: 無縫矩形的管怎么成性
下一條: 江蘇大口徑矩形管優質貨源