固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
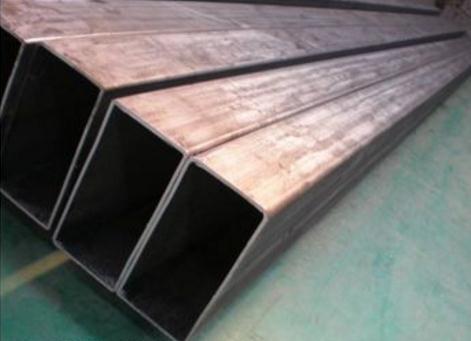
無縫矩形管的成形是一個復雜而精細的過程,其關鍵在于確保管材在成形過程中保持無縫且形狀準確。以下將詳細解析無縫矩形管的成形過程,包括常見的成形方法、技術特點以及影響成形質量的因素。
一、無縫矩形管成形方法概述
無縫矩形管的成形主要依賴于先進的金屬加工技術和設備。常見的成形方法包括空彎、實彎、縮徑、擴徑以及組合成形等。這些方法各有特點,適用于不同的管材規格和成形要求。
空彎成形
空彎成形是通過外輥與管坯外壁單向接觸形成彎曲力矩,使帶鋼彎曲的方法。這種方法適用于矩形管的上/側同時彎曲和完成,且可以彎曲R<0.2t(t為壁厚)的內角而不導致管壁破裂。空彎成形的優點是當不能進行彎折時,它可以彎曲邊長,缺點是在矩形管上游端同步彎曲/方面時,由于同時產生的壓力上輥和下輥、成型力很容易超過臨界點時,引起的不穩定和凹邊緣,也影響裝置穩定運行和成型質量。

實彎成形
實彎成形是通過內、外輥和坯的內外壁在兩個方向上被壓實來形成彎曲的方法。這種方法的優點是回彈小、成型準確,只要輥型準確,內角成型的R更準確。然而,實彎成形也存在一些缺點,如拉伸/變薄的影響,即實體彎曲會拉伸彎曲,拉伸效應會縮短彎曲線的縱向長度,同時在固體彎曲處的金屬會通過拉伸而變薄。
縮徑與擴徑成形
縮徑和擴徑成形是通過改變管材的直徑來實現矩形化的方法。縮徑成形通常用于減小管材的直徑,而擴徑成形則用于增加管材的直徑。這兩種方法可以通過調整模具或加工參數來實現精確的尺寸控制。
組合成形
組合成形是將上述多種成形方法結合使用,以實現更復雜的矩形管成形。這種方法可以根據具體的管材規格和成形要求,靈活地選擇合適的成形方法和技術參數。
二、無縫矩形管成形技術特點
無縫矩形管的成形技術具有以下特點:
高精度:無縫矩形管的成形過程需要嚴格控制各項參數,以確保管材的精度和形狀準確性。
高效率:采用先進的金屬加工技術和設備,可以實現快速、高效的成形過程。
多樣性:無縫矩形管的成形方法多樣,可以根據不同的管材規格和成形要求選擇合適的成形方法。
靈活性:組合成形技術的應用使得無縫矩形管的成形過程更加靈活多變,可以滿足更廣泛的應用需求。
三、影響無縫矩形管成形質量的因素
無縫矩形管的成形質量受到多種因素的影響,主要包括以下幾個方面:
材質選擇:不同的材質具有不同的成形性能和加工特點,選擇合適的材質是確保成形質量的前提。
模具設計:模具的設計直接影響到管材的成形精度和形狀準確性,因此需要根據具體的管材規格和成形要求進行合理的模具設計。
成形工藝參數:成形工藝參數如彎曲半徑、彎曲角度、成形速度等都會對成形質量產生影響,需要根據實際情況進行調整和優化。
設備性能:設備的性能直接影響到成形過程的穩定性和成形質量,因此需要選擇性能穩定、精度高的設備進行生產。
四、總結
無縫矩形管的成形是一個復雜而精細的過程,需要采用先進的金屬加工技術和設備,并嚴格控制各項參數以確保成形質量。通過選擇合適的成形方法、優化成形工藝參數以及提高設備性能等措施,可以實現高精度、高效率的無縫矩形管成形過程,滿足廣泛的應用需求。
上一條: q345b矩形管規格表
下一條: 大口徑矩形管能折彎嗎