固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
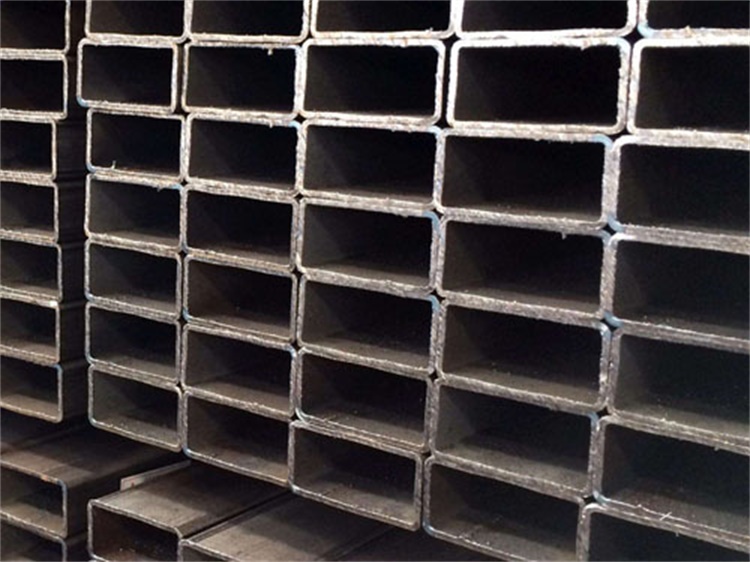
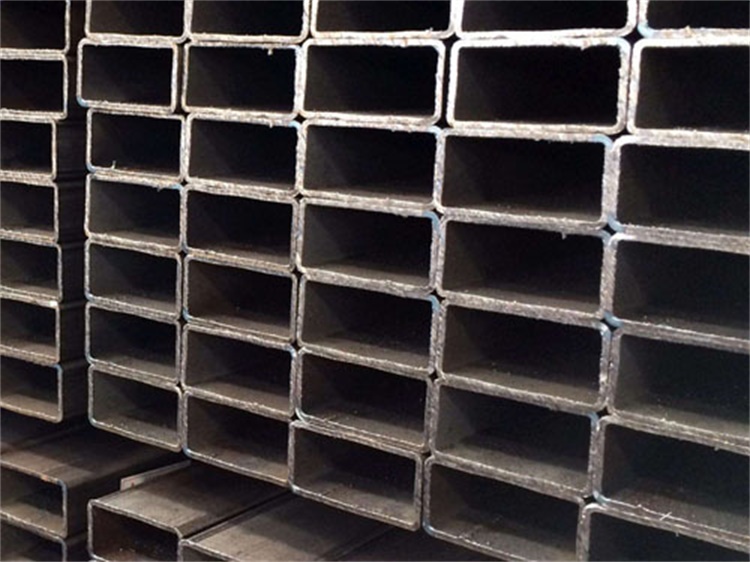
檢查無錫矩形管焊接中常采用的焊接線機械能是否合適,能用焊縫的酸蝕劑樣來檢查。對重合量的規定一般是超出1.5mm,但我感覺內外電焊焊接的重合量以1.3~3.0mm較合適,若超過3.0mm就說明線機械能增大。
務必注意是指,在無錫矩形管生產加工中,進行多絲焊時建議選用偏細的前絲。比如原外焊三絲孔徑的匹配是4mm+3.2mm+3.2mm,則前絲改為Ф3.2mm非常好。這主要是因為在一樣電總流量的情況下,運用Ф3.2mm的焊絲比運用Ф4mm的焊絲熔融深度大。
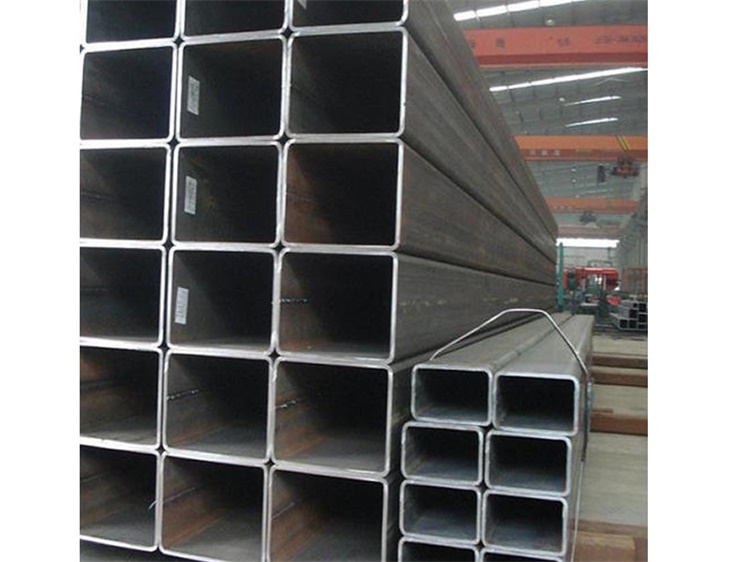
結合實際的工作經驗來分析,無錫矩形管焊接期限內,在保證其他規范一致的情況下,運用直徑為3.2mm的前絲要比Ф4mm的前絲熔融深度大20%左右。這在外面焊沒動焊接或不刨凹型槽時需減少的外電焊焊接錯邊量預期效果更顯著。
除了之上這類防范措施之外,倘若采用螺旋焊則一定要注意調整其超聲波模具的位置,以盡量減少或消除無錫矩形管“工形”內電焊焊接。在外面焊時,也應調整超聲波模具的地區位置,盡量減少或消除“魚后背形”的外電焊焊接,這目的是為了靠擴大開放焊焊接的偏關鍵值調整來進行。
上一條: Q235B矩形管訂做規格
下一條: 無錫矩形管專業加工及銷售