固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
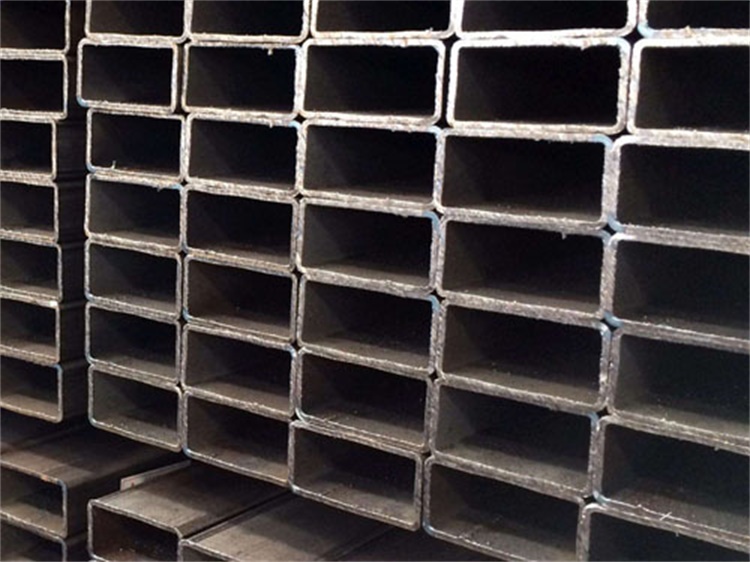
無縫矩形管在熱處理解決時,應當特別注意下述這幾個關鍵點:
(一)長細管件應盡可能在鹽浴爐或井式爐中豎直吊掛方式加溫,以降低因為重量而導致的形變。
(二)橫截面尺寸不一樣的確定在同一爐中加溫時,小物件應放到爐內外緣,尺寸件各自記時小物件先出爐。
(三)每一次裝爐量要與火爐的輸出功率相一致,裝爐量大的時候容易壓溫,加溫時間需增加。
(四)無縫矩形管淬水或生理鹽水的產品工件,熱處理溫度取*低值,淬油或光熱發電的產品工件,熱處理溫度取限制。
(五)行雙物質熱處理時,在一種淬火操作中滯留的時間段按前述三種方式操縱,從一種熱處理物質移進第二種熱處理物質的時間應盡可能短,以0.5-2s為宜。
(六)對表層不允許空氣氧化、滲碳的管件,應在通過校準的鹽浴爐或維護氣氛爐中加溫。如標準不具有時,可以在氣體熱處理爐中加溫,但需采用防護措施。
(七)無縫矩形管豎直滲入熱處理物質后,未作晃動,只作左右挪動,并終止熱處理物質的攪拌。
(八)當管材強度規定高的位置制冷能力不足時,可在總體滲入熱處理物質的與此同時,對該位置再執行噴霧制冷,以提升其制冷速率。
(九)務必放到合理加溫區域內,裝爐量、裝爐方法及堆積方式均應保證加溫溫度勻稱一致,且不至于導致失真和別的缺點。
(十)在鹽爐中加溫時,不必靠電級太近,防止部分太熱,間距應在30mm以上。與爐口的間距及其滲入液位下列的深層,都應在30mm以上。
(十一)分級淬火時,可適度提升熱處理溫度,以提升無縫方管馬氏體的可靠性,避免其轉化為鐵素體。
(十二)合金結構鋼及碳鋼可以立即裝進熱處理溫度或比熱處理水溫高20-30℃的爐中加溫。高碳鋼鐵素體不銹鋼應在600℃上下加熱后,再升到熱處理溫度。
(十三)規定淬硬層較深的管件,熱處理溫度可適度提升,規定淬硬層偏淺的可選擇較低的熱處理溫度。
(十四)無縫矩形管冷卻循環水中不可有機油、肥皂水等臟污。一般情形下,溫度不超過40℃,油溫不超過80℃。
上一條: 詳細了解無縫矩形管有什么優點