產品列表 PRODUCTS
聯系我們 CONTACT US
固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
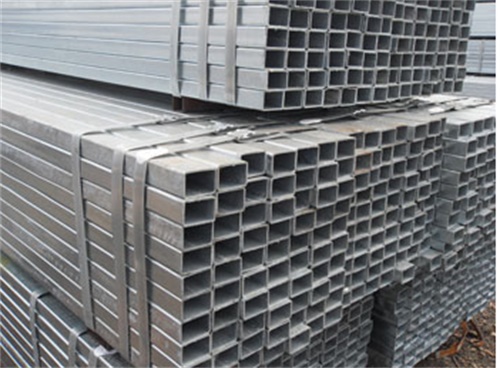
無縫矩形管的焊接注意事項
來源:http://www.gtkg.com.cn 日期:2020/6/15 10:40:40
無縫矩形管的焊接注意事項
1.無縫矩形管管道、構件焊接,在焊條焊絲要進行烘干、保溫,并存放在保溫筒內,隨用隨拿。
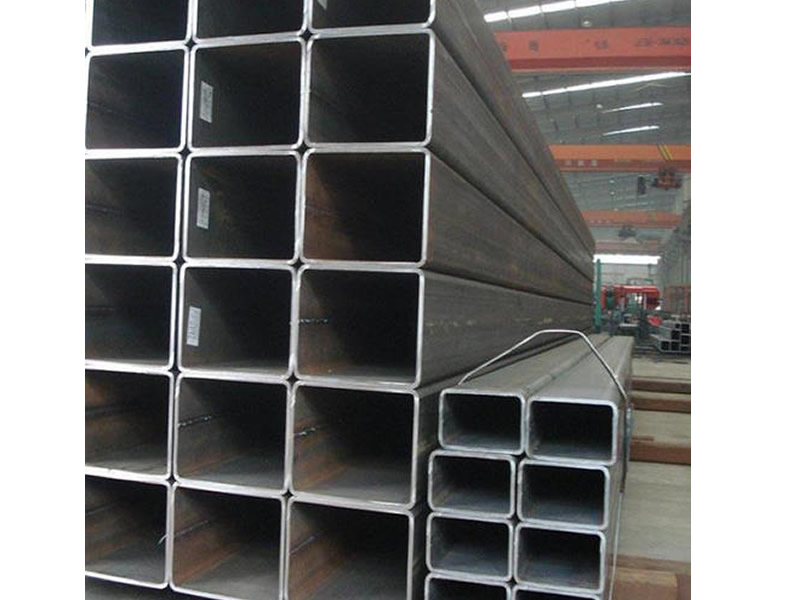
2.管道焊接部位溫度低于0攝氏度時,所有鋼件、焊縫應在始焊處100毫米范圍內預熱到15攝氏度以上。預熱方法采用搭棚、生火和氣焊局部加熱辦法來保證。
3.在冬季,要在焊接過程中加熱同時增大電流,在焊后采取覆蓋保溫氈等辦法,以降低焊縫區的溫度梯度。
4.刮風、下雨、降雪天焊接部位必須設置遮風、雨、雪棚。
5.焊件管口內外的冰雪和焊縫附近的水分應擦干或烘干。
6.必須嚴格按安全操作規程作業。
無縫矩形管鑄造過程中無論在哪個步驟都按照要求嚴格進行,才能把性能做到優,在使用中安全可靠。
上一條: 江蘇Q235B矩形管性能的檢測方法
下一條: 大口徑矩形管加工定做