固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
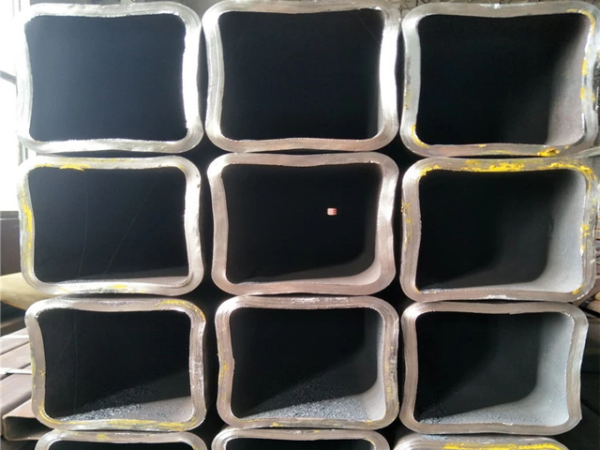
q345b矩形管發電機組成型及口模一部分板孔設計方案和調節方式 均會立即危害品質的好壞,因此人們在解決q345b矩形管成型時要留意下列七點事宜:
(一)在沒有穿帶前,就應當調節好各聲卡機架的板孔樣子,精確測量各道次規格,確保方矩管平穩進到各聲卡機架。在調節時要平衡支承,不能在一個聲卡機架上強制形變,確保提高角平穩勻稱轉變;
(二)傳統式輥式成型加工工藝,有人下單半經、雙半經,再加二輥、三輥、四輥或五輥擠壓成型輥,二輥或四輥口模來確保成型品質。此類傳統式輥式成型加工工藝,大多數用以直徑低于φ114㎜的矩形方管發電機組;
(三)高精密方矩管生產制造中,操縱并調節好發電機組成形及定徑機座機器設備累積偏差和軋輥跳躍量是較破舊的發電機組也可以生產制造精密管的重要;
(四)英國的排輥成型加工工藝、奧鋼聯的CTA成型技術性,日本國中田的FF或FFX軟性成型技術性等,對成型后的焊縫樣子和優良的工藝性能常有不錯的確保,適用規格型號范疇更廣的方矩管發電機組;
(五)發電機組調節全過程中,最先應確保豎直軸線的各道次統一,以管理中心做為基軸,選準精準定位規格及正中間套,在直線的部位上,應依照加工工藝分配,產生進山線(出山線)平平行線,不可以出現曲線圖顫動;
(六)以便降低延展性形變,針對高精密q345b矩形管生產加工形變道次都比一般矩形方管道次相對提升2~3道次;
(七)在形變分配上,應降低原始時形變視角,確保平穩的咬入,正中間彎型視角適度增加,后側形變適度降低,提升形變道次不僅是降低形變力,還可讓熱軋帶鋼有釋放出來表層地應力的機遇,讓表層地應力提升的系數遲緩,能夠防止方矩管出現裂痕;
(八)各種各樣成型生產工藝,有不一樣優點和缺點,合適不一樣的標準,依據方矩管主要用途應在機器設備電機選型時深思熟慮